全国服务热线:13500439688 15941399895








地 址:辽宁省抚顺市沈抚新城青台子街1号
辽宁省营口市大石桥官屯镇
电 话:024-56604685
手 机:13500439688(苗经理)
15941399895(郭经理)
邮 箱:444983435@qq.com
网 址:www.lnsynh.com
云南驰宏锌锗股份有限公司会泽冶炼分公司铅厂云南驰宏锌锗股份有限公司会泽冶炼分公司铅厂粗铅系统采用富氧顶吹熔炼一液态铅渣侧吹还原炼铅工艺。其中侧吹还原炉为矩形结构,两侧分别安装8支喷枪,炉外部为钢炉壳,并衬装水套,内部用镁铬质耐火砖砌筑,其中喷枪砖与炉底、炉墙砖砌筑形成一个整体。
喷枪砖的使用寿命与侧吹还原炉的整体炉龄密切相关,国内其它侧吹还原炉整体炉龄在12个月左右,而喷枪砖寿命仅有3~6个月,延长喷枪砖寿命对于提高全流程的效率具有重要意义。
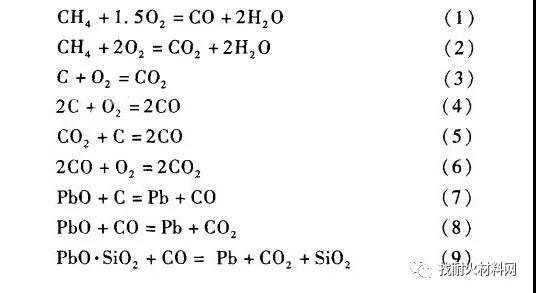
艾萨炉产出的液态富铅渣直接经热渣口进入还原炉,还原炉两侧有煤气喷嘴、工业氧喷枪为炉内提供热源;块煤和碎焦作为还原剂,石灰石、铁焙砂作为熔剂经配料由冷料口加入,原料经还原熔炼产出粗铅、还原渣,还原渣经电热前床至烟化炉回收有价金属,烟气经余热锅炉回收余热、布袋收尘、尾气脱硫处理后达标排放。炉内的主要反应有:
侧吹还原炉呈矩形,主要包含炉基、炉壳、炉底、炉身、炉顶,其中炉身有喷枪区、熔池区,外部由水套、钢壳组成,内部砌筑耐火材料。由于耐火材料直接与高温熔渣、铅液及燃烧火焰接触,耐火材料的使用寿命直接影响着还原炉的寿命。
侧吹还原炉内的耐火材料为镁铬砖,镁铬砖是以氧化镁(MgO)和三氧化二铬(CrO,)为主要成分、方镁石和尖晶石为主要矿物组分的耐火材料制品,其耐火度高,高温强度大,抗碱性渣侵蚀性强,热稳定性优良,对酸性渣也有一定的适应性。
常用耐火材料的理化指标有:
(1)耐火度:在足够高的温度下不软化、不熔融的性能,表征指标为耐火度。
(2)荷重软化温度:在高温下能够承受大荷载及其他热机械应力,且不丧失结构强度、不发生变形坍塌的性能,表征指标为荷重软化温度。
(3)高温体积稳定性:在使用过程中,不产生过大的体积膨胀或收缩,以免影响高温设备的结构稳定性或严密性,表征指标为重烧线变化。
(4)热震稳定性:抵抗温度急剧变化而不发生开裂、剥落的能力,表征指标为热膨胀系数和抗热震性指标。
(5)抗渣性:使用过程中抵抗各种侵蚀性物质的化学作用而不被蚀损的能力。
(6)耐磨性:抵抗高速流动的火焰、含固体颗粒的烟气、液态金属和熔渣、固体物料等物质的直接冲刷或磨蚀的能力。
侧吹还原炉耐火材料镁铬砖的理化指标为荷重软化开始温度≥1700℃,热震稳定性1100℃,水冷≥7次,体积密度3.44g/cm。
侧吹还原炉喷枪砖是还原炉炉体耐火材料的重要部分,喷枪砖烧损、侵蚀速度过快不仅影响还原炉喷枪使用寿命,还会造成喷枪砖上部区域耐火砖掉落、垮塌等问题,影响还原炉炉龄。
3.1
侧吹炉高温熔渣冲刷侵蚀部分是由于高温熔体流动造成的,主要表现在侧吹炉进料、排放过程1150℃左右的高温熔渣流动对喷枪区流动侵蚀、冲刷;另一个原因是炉内强烈搅拌作用,熔炼过程中熔渣在喷枪作用下产生强烈的搅拌,高温炉渣具有强烈的侵蚀和浸透能力,当炉渣、铅液渗入耐火材料,造成各部分砖之间膨胀系数不同引起剥落。
3.2
侧吹炉喷枪区镁铬砖的主要成分为CaO、SiO,、A12O。、Fe:O,、MgO、CrO。等,还原炉熔炼过程中产生的渣主要含CaO、SiO、FeO等,CaO、SiO:会侵蚀镁铬砖工作面,并且沿气孔渗透到镁铬砖内部,与方镁石反应生成低熔物。
3.3
侧吹炉喷枪区域处于熔渣高温区和流动冲刷区,当侧吹炉进液态铅渣时,炉渣的比重约5.0,液态渣含铅约40%~55%,该渣具有较好的流动性和冲刷能力,此时处于还原初期,炉内温度较低,约950~1050℃。随着还原剂的加入,侧吹炉内还原炉气氛增强,炉内温度逐步升高,反应区温度可高达到1150~1250℃,当达到还原终点放渣时,炉内最高温度在1250℃以上,放渣后温度逐步降低。冶炼周期性温度变化对喷枪砖的侵蚀影响较大。由于还原炉作业制度为周期性操作,生产过程中温度发生变化时会引起耐火砖产生裂纹,严重时会引发耐火砖表面剥落,并加剧熔渣的渗透和侵蚀,影响冶金炉炉龄。
3.4
①喷枪安装不合理
喷枪安装位置不合理会造成侧吹炉喷枪砖高温烧损、侵蚀。如果喷枪炉内部分距离枪口砖内侧过近,会造成喷枪窜火导致枪口砖烧损。另外喷枪伸入炉内过长,喷枪火焰会直接喷燃到对面喷枪区域造成高温侵蚀,加剧喷枪烧损。
②喷枪烧损
喷枪烧损时,喷枪压力明显降低,火焰不能直接穿透熔渣,而是转向喷枪出口、枪口砖区域,高速燃烧的火焰对枪口砖冲刷,并该区域的煤气、氧气燃烧形成局部高温区,温度可达1250~1300oC,加剧喷枪砖的烧损、侵蚀。
4.1
检修更换炉内耐火材料重新启动的侧吹还原炉,要严格按升温曲线控制升温、保温时间,升温过程中发生熄火等情况时,要按升温曲线(见图1)缓慢重新升温,避免降温和升温过快造成炉内耐火材料剥落、崩塌等。
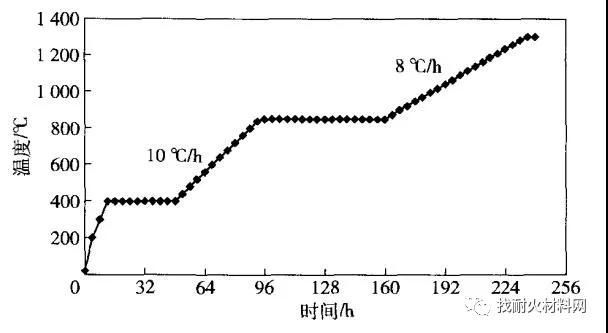
图1 升温曲线
4.2
还原炉正常熔炼时炉内温度1100~1200℃,保持还原炉炉内温度均匀稳定是降低喷枪砖侵蚀、冲刷速度和延长还原炉炉龄的重要手段。温度控制首先要保持侧吹还原炉煤气、氧气的压力和流量稳定,严格控制还原剂的加入速度和配入量。
4.3
还原炉内衬采用的是镁铬质耐火砖,其为碱性耐火材料,如果冶炼渣型选择不当,会严重影响耐火材料使用寿命。因此还原冶炼渣型为SiO:/Fe=0.6~1.1,CaO/SiO2=0.2~0.6。
4.4
还原炉熔池液面高度是生产中一个关键参数,熔池液面过高,炉内静压力过高,易造成渣口、铅口跑渣等事故,也会使喷枪阻力过大,堵塞、烧损喷枪,加快喷枪砖的侵蚀、冲刷速度,缩短还原炉炉龄。因此,还原炉熔池深度严格控制在1.5~1.8m,熔渣淹没喷枪约500~800mm。
4.5
喷枪安装进入炉墙内侧,约30―50mm显露于还原炉炉膛直接与高温熔渣接触,避免安装不当对喷枪区域耐火材料造成严重侵蚀。严格执行喷枪压力、流量巡检制度,发现喷枪堵塞、烧损及时处理。
对侧吹炉喷枪砖侵蚀机理及原因进行分析,通过控制渣型、优化操作、控制合理的冶炼温度等措施,有效降低了还原炉喷枪砖侵蚀速度,避免了频繁更换喷枪区耐火材料对其它区域耐火材料造成的损伤,不仅降低了检修成本,也有效提高了还原炉炉龄,为富氧顶吹艾萨炉一热渣侧吹还原炉一烟化炉长周期稳定运行奠定了基础。
地 址:辽宁省抚顺市沈抚新城青台子街1号 辽宁省营口市大石桥官屯镇
电 话:024-56604685 手 机:13500439688(苗经理) 15941399895(郭经理)
邮 箱:444983435@qq.com 网 址:www.lnsynh.com
网站设计制作:英特企业在线
