ȫ���������ߣ�13500439688��15941399895








�� ַ������ʡ��˳�����³���̨�ӽ�1��
������ ����ʡӪ���д�ʯ�Ź�����
�� ����024-56604685
�� ����13500439688���羭����
������ 15941399895����������
�� �䣺444983435@qq.com
�� ַ��www.lnsynh.com
�ͻ�ש�����Ի�תҤ��Ӱ��
���һ���������ӡ���ġ�Σ�շ�����Ⱦ���μ������ߡ�ָ������Σ�շ���ķ���¯��������תҤ¯Ϊ�����ķ��ռ�������˵���˻�תҤ����Σ�շ���������ԡ�Σ�շ������ϵͳ���������¼�����ϵͳ������Ԥ����ϵͳ����������ͽ���ϵͳ����תҤ(һ��ȼ����)����ȼ�ҡ����ȹ�¯����������װ�á�
��תҤ��һ����б�ĸֲ���Χ���������ڳ��ͻ���ϵ�ԲͲ���Ƿ���ϵͳ�м�Ҫ��һ�������ַ�����Ҥ�ڷ��ս�������������������������Σ����ɵĸ��Ӵ�����ѧ�ɷֵĸ����ԣ��Ի�תҤ���ڳĵ�����Ҳ������ߵ�Ҫ������ѡȡ���ʵ��ͻ���ϣ�������Ҫ�ͻ���ϵĸ�����������
��תҤ�ͻ���ϵĸ���������Ҥ����ת���ڣ�Ƶ����ͣҤ����Ӱ��ϵͳ���е��ȶ��ԡ�Ӱ���ͻ���ϵĵĸ����������������¼��㣺
1����תҤ�IJ���״��;
2���ͻ���ϵ�ѡ����������������Լ���еӦ������Ӧ������ѧ��ʴ���ۺ����á�
�ڲ��������������£������������ܹ��ӳ��ͻ�ש��ʹ�����������������ֻ�еӦ������Ӧ�����ͻ�ש�����෴��������������������ͻ�ש��������
2.1������ʪ��
������ʪ��������Ϊ�Ƿ�ʹ��ʪ״�ཬ����ש��������ʹ��ʪ״�ཬ����ʪ��ʹ�á�һ����˵������Σ�շ�����յĻ�תҤʹ�õ��ͻ�ש����ʪ����
2.2�������ͻ�����
�������ͻ�����������Ϊ�ͻ�ש���Ų���ʽ�����涼���ڻ���������ͼ1��ʾ��
��ʵ��Ӧ���У���תҤͲ�����ͻ�ש�������Ի��������û�����ʱ�����Ա�֤�������ͻ�ש����˶�ʱ������ש��;����������ʱ�����׳��ָ���ԭ����ɵ�ƫ���ש�첻��һ��ֱ���ϣ����ͻ�ש��˶�ʱ����ש��;����ƽʱ��ǽ��ʽ(��������������)�Ų��ͻ�שʱ��������ש��С��һ��ֱ���ϣ��ͻ�ש������������ǿ�Ⱥã���һ������ᵼ��һ������ƻ��������ں���������˽���Σ�շ�����յĻ�תҤ�ͻ�שһ����û������еĻ�������
ͼ1�������ͻ�����
2.3��ת���̶���

ͼ2 ���ܷ�
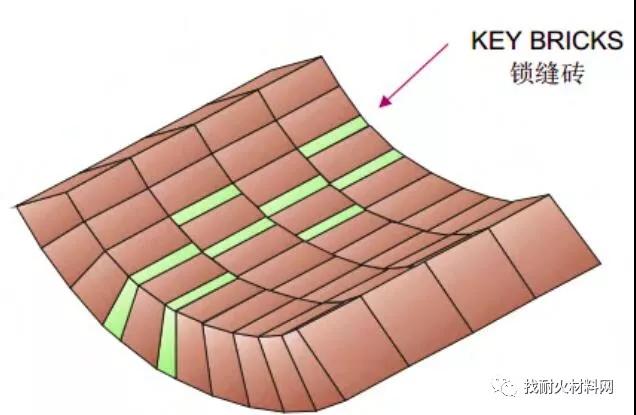
��ת���̶���������Ϊ��תҤ������ʱ��Ҫ��ת����ת��ʹ���������ܺ�ľ���ڹ̶����������õ��ͻ�ש����ͼ2��ʾ�ж��ܷ���������ʽ���н��ᷨ�Ͳ۸ַ����̶�����ָ��תҤ������ʱ������ת��������ש�������ͻ�ש����ͼ3��ʾ��

ͼ3 ��ש������
���ܷ�������ֱ��С��4m�Ļ�תҤ������˳����ͼ4��ʾ���ӻ�תҤ�ײ���ʼ�������������ڻ�תҤ�����߲�λ���������ܺ�ľ��ѹʵ�̶��ͻ�ש���ͻ�ש����ʱʼ�մ������������£�����Ϊ���������������ڻ�תҤҤ���ڱڣ���Ϊ������ʱ��ҪƵ��תҤ�����Զ��ܷ��Ƚ�������ֱ��С��4m��Ҥ�塣
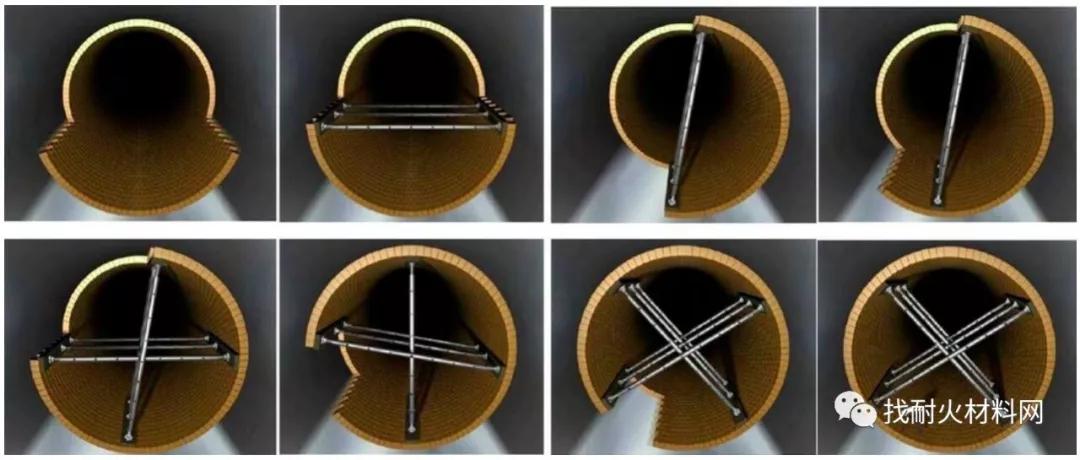
ͼ4 ���ܷ�����˳��
��ש�������ڸ���Ҥ���Ļ�תҤ������������������תҤ�������׳���һ�����⣬��������תҤ���������ϲ���ʱ��������ש��ѹ������ѹ��������ͻ�ש����������ԭ��ʹ�ͻ�ש���תҤҤ���ڱڴ������ļ�϶���ڻ�תҤ����ʱ���ͻ�ש��Ҥ���ڱڻ������Ի����Ӷ������ͻ�ש���ɶ��������䡣
�ֽν���Σ�շ�����յĻ�תҤֱ��һ��С��4m��������8��20m,����Ƽ�������ת�������ܷ���
3.1 ����ǰ������
(1)��שǰӦ�Ի�תҤ������п�ת���У�����Ƿ�����쳣���;
(2)�����תҤ�ڱڱ����ë�̡����⡢�ҳ����������Ҥ���ڱڱ�����ಢ�Ҵ�ĥƽ��������߶Ȳ�Ҫ����3mm����֤�ͻ�ש��Ҥ���ڱ��ܹ�����;
(3)������
���Է�ֹ����ʱש�������ש��Ť����ͬʱ���Կ����ͻ�ש��ש���ȡ�����ȷ��������ߣ����Բ���ˮƽ�ǡ�ֱ�ߺ�Ǧ��ȷ������ͼ5��ʾ���������ÿ��1.5m��һ����ÿ����Ҥ��������ƽ��;�������ÿ��1m��һ����ÿ����Ҥ�������ߴ�ֱ;
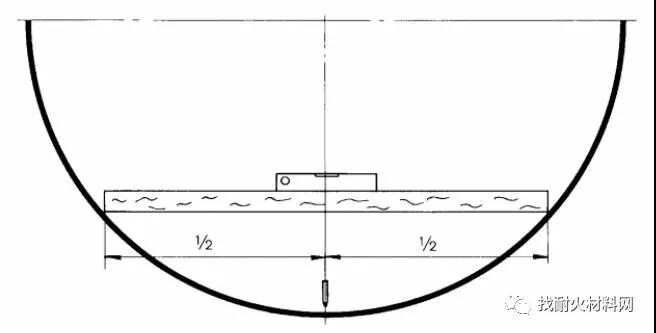
ͼ5 ������ߵ�ȷ��
(4)�ͻ���ϵ����ա����ܺ����䡣�ͻ���ϵ�����Ӧ�ü����û����������ȷ�����������ȫ;�ͻ����Ӧ��������ͨ�����ã��ܷ���ѩ�����ڻ��ߴ����ڣ���ֹ���ܡ��ܳ�;�ͻ����Ӧ��Ʒ�֡������;���ƺš��ȼ��ֱ�ѷţ������Ʒ˵�����е�ע������;�ͻ�ש��װж������Ӧ��������ţ���ֹ�߽ǡ�
(5)��������ʼʱ��Ӧ����ϸ��¼������Ϣ���繤��ʱ�䡢��������(����)������λ�á�����������;ÿ���������ͻ�ש�����ʵ�����������Լ���ש�ְ�����;Ҥ����ε�λ�ã��Ƿ�ʹ�üӹ�ש����λ�õȣ������ռ�¼���γ��������棬����ʩ�����Ⱥ�ʩ��������ͬʱҲ��Ϊ�Ժ�Ҥ���ͻ�������г���״��ʱ�ķ�������;
3.2 ����ʱӦ��ע�������
(1)����ʪ�����������ͻ�ש���ש���϶Ҫ����2mm��������϶Ϊ1.5~2mm,ͬ�������϶Ϊ1~1.5mm;���е�ש��Ӧ���ཬ������������й��죬Ŀ���ǽ��ཬѹʵ����ֹ���ֿ�϶��ֻʹ��ľ���������������������ཬ�ɹ̺����ٽ����ô�ֹ���ͻ�ש����;�������ͻ��ཬӦ�ü�ʱ�����������ͻ�ש�������ࡣ
(2)ÿ���1m(Լ4��)������һ��3mm��ֽ����������ɻ������涨��������Ϊ���ͷ�;���ͷ����λ��Ӧ������ƹ涨��һ��Ӧ�ܿ��������֡�
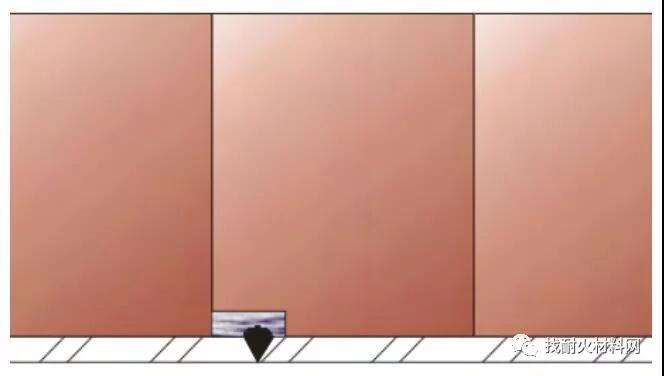
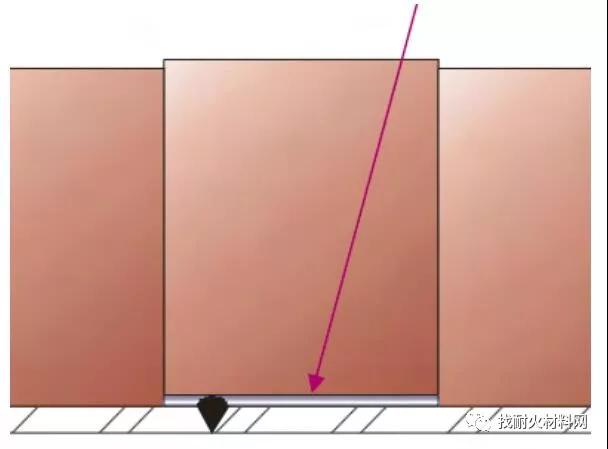
(3)����ʱ�豣֤�ͻ�ש����Ҥ���ڱڣ����ͻ�ש����֮��(����)���������ʱ����Ƥ����ľ���û���������֤����������;��ʱ���������Ƿ��뻷�����ƽ�У��ͻ�ש�ľ��������Ƿ���Ҥ��ͬ�ģ������ͻ�ש�䲻�ܴ��ڡ�̨�ס�����ש�첻�ܳ���Ш��ש�죬��ͼ6��ʾ��

ͼ6 �ͻ�ש����ʱ�׳��ֵĴ������
(4) �ں��촦����ʱ�������е�ש�ǻ������ͻ��ཬ(����)��ƽ����֤�ͻ�ש��Ҥ���ڱ���������ͼ7��8��ʾ;
ͼ7 �е�ש����Ӧ����
ͼ8 �ཬ��ƽҤ��
��Ҥ����δ�����ʱ�������ͻ�ש������Ҥ�����������ͻ��ཬ��ƽ�����������������б���ͻ�ש���治�������������ͻ��ཬ���մ���ά������������ͼ9��10��ʾ��
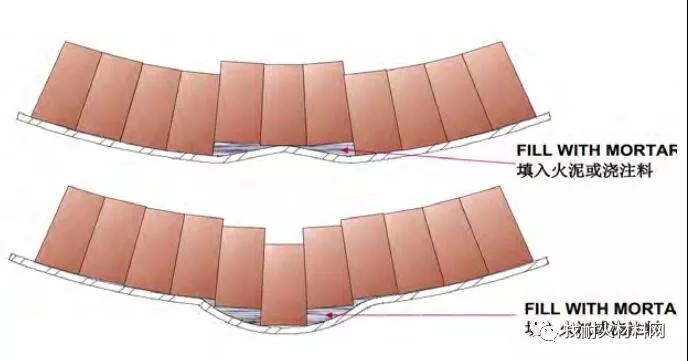
ͼ9 Ҥ����ε�����

ͼ10 ������б�ͻ�ש������
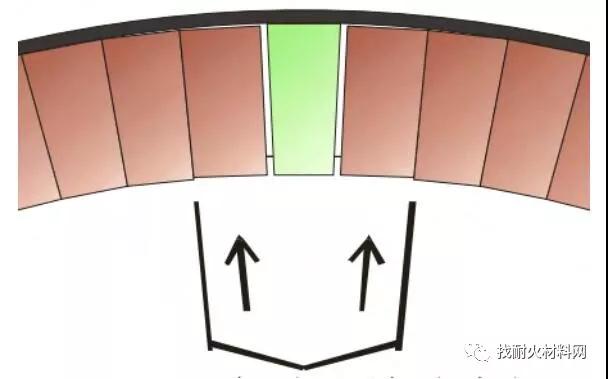
(5)���ö��ܷ�����ʱ��Ӧ�ôӵײ�ͬʱ������(Բ�ܷ���)���������������������1~2��שʱ����ľ������������ѹʵ�����ʵ�����������š������ֹ����������Ҥ����Σ�ÿ���̵׳��ȣ��ٴӵײ���ˮƽ������ѹʵ������˳����ͼ4��ʾ����ע������שʱ������4~6��ש����������������ת��7��8���ӷ����������ש;
(6)ÿ����������������ע�⣬Ҫ����ש��Ԥ��ϣ�ȷ������ש���ܺ������룬����������ר����ש��ȷʵ��Ҫ�ӹ�שʱ�����Ȳ���С��ԭש��ȵ�2/3,�Ҳ�������������;
(7)ʹ����ש�ְ�����ʱ��ע�⣬���ú���ש�ͱ�ש��ע��۲�ש�죬��ש����ˮƽ�����ڱ�ש�������ְ壬��������ש�������ְ壬��ͼ11��ʾ����ש����Ш�͵ģ���ʱ����ְ�ᵼ���ͻ�ש�����Ӧ����������Ҫ��������ͼ12��ʾ��
ͼ11 ƽ�з�϶

ͼ12 Ш�η�϶
(8)ͬһ��ש����ܶ�����ְ壬ÿ��ש��ֻ�ܴ���һ��ְ壬����ְ�ĺ��һ�㲻����3mm;������ש��2���2������ʱ����ש��Ӧ��������ʹ�ã���ͬ������שӦ���������ͼ13��ʾ��
ͼ13 ����שӦ�������
(9)�������й�������Ҫʹ�õ��������ͻ���ϣ�ʹ��ʱ��ע�⣺���ϵĽ���ʱ��ͽ��跽������ϵĵȼ�����������ͬ,���ϸ���˵�����ϵĽ���ʱ��ͽ��跽���Լ��¶ȵȽ��н���;������ˮΪ����ˮ��Ҫ�������Ӻ�����300g/L���ͻ��ཬʹ��Ӧע���������ƣ����ν���������˹��࣬�Ѿ������IJ�����ʹ���ͻ�ע��ʹ��ʱ��Ҫ��ѹʵ����ʹ����ʱע�ⲻҪֱ��������ê�̼��ϲ��ú�������������ѹʵ��
(10)��������ɺ����ÿ�����ͻ�ש���м�ˡ�����;������Ϻ�Ӧ�ý��к�¯��������ʱ������ת��Ҥ�塣
3.3��������
(1)�ڻ�תҤ�ͻ�������������Ҫ��ʱ���й������պͺ�¯��������תҤ�ڽ��к�¯�����У�Ҥ���ͻ�����е�ˮ�ֻ�����������ȫ������Է�ֹ�ڵ��Ͷ��ʱ�����ͻ������ˮ�ּ�������������Ӧ��������ͻ���ϵİ��䡢̮��������ը¯�¹�;
(2)��ʵ�ʹ����У����ڸ���ԭ���ܼ�ʱ���к�¯�����ģ�Ҫ��ȡ���������ꡢ���𡢷����ͷ���Ⱦ�ı�����ʩ;��ʹ��ȡ�˷�����ʩ��Ҳ���ܳ�ʱ�䲻���к�¯�������ͻ��ཬ������仯�������ڳĵĽṹǿ�ȣ��Ի�תҤ�ĺ�¯��Ͷ����ʹ���������Ӱ��;
(3)�ں�¯֮ǰ��������Ҫ�õ����DZ��豸;��Ҫ���е㶯�������Գ��͵���;�������ͻ���Ͻ�������������ʹ���û���ǿ�ȡ����ݸ����ͻ���ϵ������ƶ���Ӧ�ĺ�¯���ߺͺ�¯������ȷ����¯��˳�����С�
�ͻ���ϵ�����������ϵ����ʹ�������ij��̣�Ӱ���Ż�תҤϵͳ�����е��ȶ��ԡ�Ϊȷ�������������ͻ���ϵIJɹ�Ӧ��ѡ����ʵ�����������ң���߲��ϱ����������������ͻ���Ʒ������Ť����ߴ�ƫ��������ͻ���ϵ�ʩ��Ӧ��ѡ���о����ʩ�����飬���ʩ����Ա�ļ���ˮƽ��������Ϊ���ض�����������Ӱ�졣�����ͻ���ϵĵ�졢�ٿع�������¼�������ȣ��γ��������棬ȷ�������������ɵĽ��У�����¯֮ǰ��Ҫ��������ɵ��ͻ���Ͻ��б����������ƶ���ѧ�ĺ�¯���ߺͺ�¯��������ɺ�¯������
�� ַ������ʡ��˳�����³���̨�ӽ�1�š�����ʡӪ���д�ʯ�Ź�����
�� ����024-56604685���� ����13500439688���羭������15941399895����������
�� �䣺444983435@qq.com���� ַ��www.lnsynh.com
��վ���������Ӣ����ҵ����
