全国服务热线:13500439688 15941399895








地 址:辽宁省抚顺市沈抚新城青台子街1号
辽宁省营口市大石桥官屯镇
电 话:024-56604685
手 机:13500439688(苗经理)
15941399895(郭经理)
邮 箱:444983435@qq.com
网 址:www.lnsynh.com
中间包工作层直接与钢水接触,要求中间包工作层能减少钢液中的夹杂物,提高钢的纯净度,而且耐钢水和熔渣的侵蚀性能好,以使薄板坯连铸浇钢时间尽可能长,用后易解体,以减小劳动强度。中间包工作层近年的发展趋势表现在两个方面:
(1)形式上由绝热板发展为喷涂料、干式料;
(2)材质上发展为镁质、镁钙质等,起到净化钢水的作用。上世纪90年代末,国外有了中间包干式料的报道。我厂结合现在喷涂料的使用情况,与北京某公司进行了干式料的试用,从实际使用效果看,好于原喷涂料,可以满足长时间浇注的需要。
01
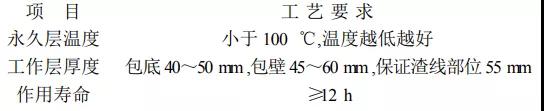
工艺要求
中间包干式料采用有机结合剂和无机结合剂混合的复合结合剂。由于有机结合剂在一定温度下会分解而失去结合作用,因此要求施工时永久层的温度不能太高。针对我厂的连铸要求,对工作层厚度等提出了一些具体要求,见表1。
02
施工工艺
中间包干式料采用振动成型、加热固化的施工工艺。当永久层温度符合施工条件时,可以进行施工操作。首先安装下冲击板和座砖,并用捣打料捣实,然后将干式料倒入包底,注意保证包底厚度,并要求平整;包底施工完毕,安装包胎,并调整包胎与永久层的距离;将干式料倒入中间包内,添满到中间包上沿,开动振动电机振动3~5min,再加料,振动,直到振动料添满到包沿。施工时不要将包装袋、塑料内衬袋等杂物带入中间包内。
点燃胎具上的烘烤烧嘴进行小火烘烤,烘烤温度200~250℃左右,时间1~1.5h,以保证与包胎接触的粉料硬化,具有一定的强度。开启冷却风机进行风冷,当包胎的温度降到100℃以下时,可以进行脱模。脱模时应注意不要破坏干式料施工体。脱模后检查工作层表面是否有剥落、坍塌和裂纹等缺陷,然后进行冲击垫、挡坝等预制件和浸入式水口的安装,要求安装保证精度且牢固。安装完毕后在冲击垫、挡坝周围均匀倒入干式料。整个施工完毕后,安装好塞棒即可上线使用。
03
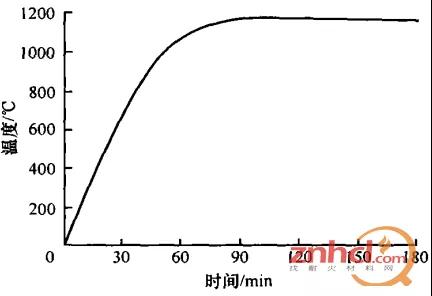
烘烤曲线
采用中间包干式料工作层,由于没有水分,一般不会由于大火烘烤出现裂纹或坍塌现象。浇钢前烘烤时,前30min温度控制在800℃以内,然后可大火烘烤到1100℃,烘烤时间不低于70min,最长烘烤时间控制在180min以内。因为中间包干式料采用了有机结合剂,长时间烘烤会影响结合剂的性能,促进其中碳的氧化,降低工作层的耐侵蚀性能。烘烤曲线见图1。
中间包干式料的优越性中间包喷涂料工作层在使用中存在如下问题:
(1)受环境影响比较大,冬季应考虑工作层的水分排除,防止冻结;
(2)施工条件差,劳动强度高;
(3)自然养生或预烘烤后产生裂纹;
(4)烘烤或浇钢过程中出现坍塌或工作层剥落现象;
(5)抗钢水、熔渣的侵蚀性不稳定;
(6)连浇时间较长时会产生严重烧结现象,不能自动脱包。
与喷涂料相比,中间包干式料具有如下优越性:
(1)抗钢水、熔渣的侵蚀性强,可以长时间浇注,降低了吨钢耐火材料成本;
(2)不易出现裂纹和烘烤坍塌现象;
(3)施工完毕即可上线使用,加快了中间包周转,有利于生产组织;
(4)残衬容易解体,脱包容易;
(5)工作层在浇钢过程中逐层烧结,里面有粉状料,永久层基本没有挂料、挂渣现象,有利于永久层寿命的提高。
04
使用情况
到目前共使用干式料工作层60个,最高连浇12炉,下线后观察使用效果,侵蚀速率为1~2mm・h-1,有15mm左右的烧结层,里面仍为粉料层。从脱包情况看,脱包容易,基本没有粘料,不会造成对永久层的损坏。具体使用情况见表1。

表2列出了干式料工作层与喷涂料工作层的使用情况比较,由此可以看出其抗侵蚀性能优于喷涂料。

对于使用干式料工作层的浇次,通过铸坯成分比较,工作层不会对钢水造成污染,未发现由工作层带入夹杂物。
04
使用过程中出现的问题
4.1脱胎时施工体被整体带出
中间包包壁施工完毕脱胎时,施工体随胎具被整体带出。分析原因,可能与下列因素有关:
(1)使用前没有将胎具上的残料清理干净;
(2)胎具表面涂抹的润滑剂不均匀,没有起到润滑作用。
在以后的施工过程中注意以上两点,施工完毕后马上将胎具清理干净,并调整润滑剂的粘稠度,保证涂抹的附着性能,没有再发生此类问题。
4.2脱胎后施工体表面出现较大裂纹
在干式料的使用过程中,发生过2次脱胎后施工体表面出现较大裂纹的现象。裂纹一般位于冲击区包壁部位,为纵裂纹,从包沿一直通到包底,深度一直到粉料层,但未影响使用。分析原因,可能与下列因素有关:
(1)烘烤时间偏长,烧结层厚,冷却时间短,脱胎时包壁表面温度仍比较高;
(2)脱胎后,施工体直接暴露在室温条件下,在包壁冷却过程中产生收缩应力,当收缩应力大于材料本身的强度时,就会产生裂纹。
针对上述问题,进一步摸索了最佳烘烤温度、烘烤时间和风冷时间,并适当添加了增韧剂和低温膨胀剂,有效控制了裂纹的产生和扩展。
4.3渣线部位侵蚀严重
目前,我厂浇注钢种为中碳钢,使用碱性覆盖剂。下线观察发现,渣线部位工作层有时侵蚀严重,侵蚀速率达4mm・h-1以上。分析认为,可能有以下原因:
(1)干式料的抗侵蚀性差。针对这一问题,调整了干式料的配方,提高了其抗侵蚀性。经使用发现,渣线部位的抗侵蚀性好于原干式料;
(2)有时,由于多方面原因,浇钢前中间包烘烤时间过长,造成表面层氧化,降低了其抗侵蚀性。
(3)钢水的成分不稳定,钢包下渣多,中间包排渣不及时,造成对工作层的侵蚀;
(4)中间包覆盖剂性能的稳定性差。
地 址:辽宁省抚顺市沈抚新城青台子街1号 辽宁省营口市大石桥官屯镇
电 话:024-56604685 手 机:13500439688(苗经理) 15941399895(郭经理)
邮 箱:444983435@qq.com 网 址:www.lnsynh.com
网站设计制作:英特企业在线
